





想要更直观地了解无缝管大口径无缝钢管出货快产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:雅安天全无缝管大口径无缝钢管出货快的图文介绍
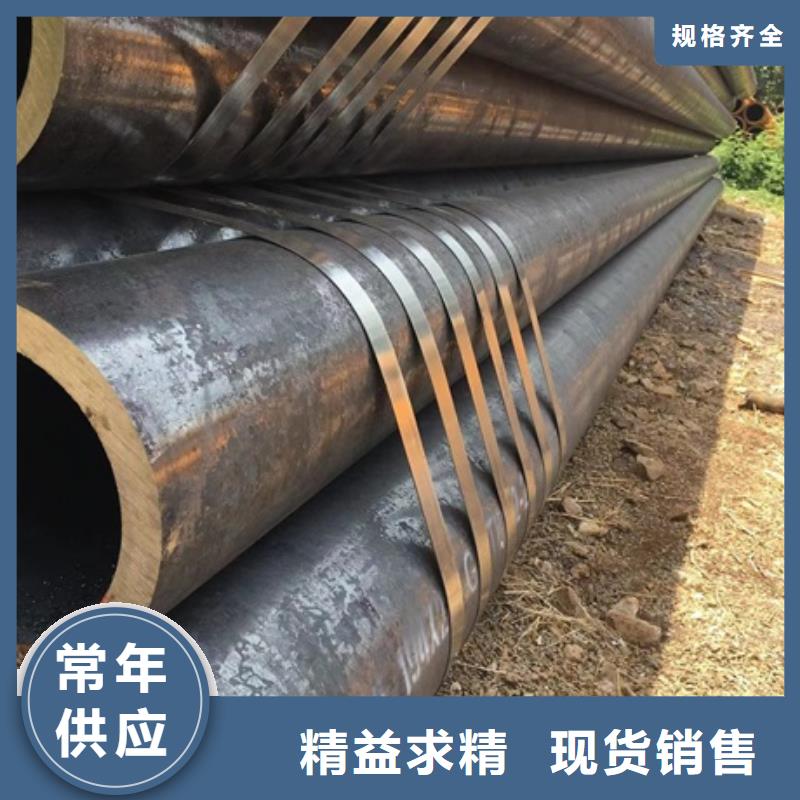
镀锌无缝钢管基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.


无缝钢管用途很广泛。一般用途的无缝钢管由普通的碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道或结构零件。.2、根据用途不同分三类供应:a、按化学成分和机械性能供应;b、按机械性能供应;c、按水压试验供应。按a、b类供应的钢管,如用于承受液体压力,也要进行水压试验。3、专门用途的无缝管有锅炉用无缝管、化工电力用,地质用无缝钢管及石油用无缝管等多种。 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材。 广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。



热轧无缝管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。无缝钢管的规格用外径*壁厚毫米数表示。


镀锌钢管的焊接需要注意哪些事情?下面无缝钢管厂家小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。



20号无缝管的特性及适用范围: 强度比15号钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。切削加工性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性要求高的。 20号无缝管化学成份: 碳C:0.17~0.24" 硅Si:0.17~0.37 锰Mn:0.35~0.65 硫S :≤0.035 磷P:≤0.035 铬Cr:≤0.25 镍Ni:≤0.25 铜Cu:≤0.25

