



想要知道珩磨管_液压油缸管生产厂家实力厂商产品如何?看视频就知道!看视频,选产品更明智!
以下是:辽宁抚顺珩磨管_液压油缸管生产厂家实力厂商的图文介绍


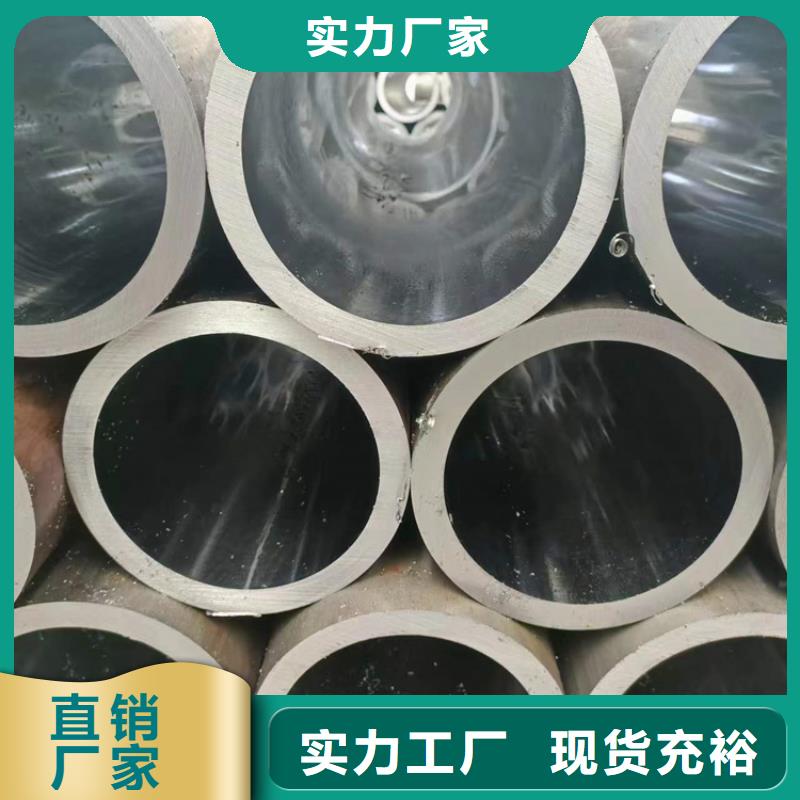
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



一般冷连轧板、卷均应经过连续退火(CAPL珩磨管或罩式炉退火冷作硬化及轧制应力,达到相应标准规定的力学性能指标。冷轧钢板的表面质量、外观、尺寸精度均优于热轧板,且其产品厚度右轧薄至0.18mm左右,因此深受广大用户青睐。以冷轧钢卷为基板进行产品的深加工,成为高附加值产品。如电镀锌、热镀锌、耐指纹电镀锌、彩涂钢板卷及减振复合钢板、PVC 复膜钢板等,使这些产品具有美观、高抗腐蚀等优良品质,得到了广泛应用。冷轧钢卷经退火后必须进行精整,包括切头、尾、切边、矫平、平整、重卷、或纵剪切板等。冷轧产品广泛应用于汽车制造、家电 产品、仪表开关、建筑、办公家具等行业。钢板捆包后的每包重量为3~5吨。平整分卷重一般为3~10吨/卷。钢卷内径610mm。



液压机械(抚顺市分公司)致力于高质量的,高品质,高标准 高精度活塞杆产品的生产,规格多样,质量可靠。公司深信,诚信是公司经营的宗旨;信誉是公司寻求合作的准则;科技进步是公司发展的动力;高品质是 高精度活塞杆产品投入市场的切入点。明确方向,完善自我,使企业持续发展,是本公司的长远战略。在全国各地设立了办事处、及各级代理商,竭诚欢迎各界人士莅临指导,携手合作。


珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。



珩磨管调质处理的定义及其效果虽然不常接触,但也知道珩磨管的调质处理是热处理工艺中的一种,一般在珩磨管成型之后才会实施。那什么是调质处理工艺呢?又会有怎样的效果?珩磨管的调质处理是指管材在淬火后再进行高温回火,目的很简单,就是使调质后的珩磨管具有优良的综合机械性能。整个工艺过程中,作为关键的就是调制处理工艺的加温时间、保温时间、冷却速度及冷却介质等参数的把握,这些都是要看具体的材料、具体技术要求决定的。经过调质处理之后的珩磨管确实发生了很大的变化,它不仅能够保持较高的强度,与此同时还具有很好的塑性和韧性,更能符合各种不同工况的应用需求。
