




nmgsy<山西>神悦钢材有限公司
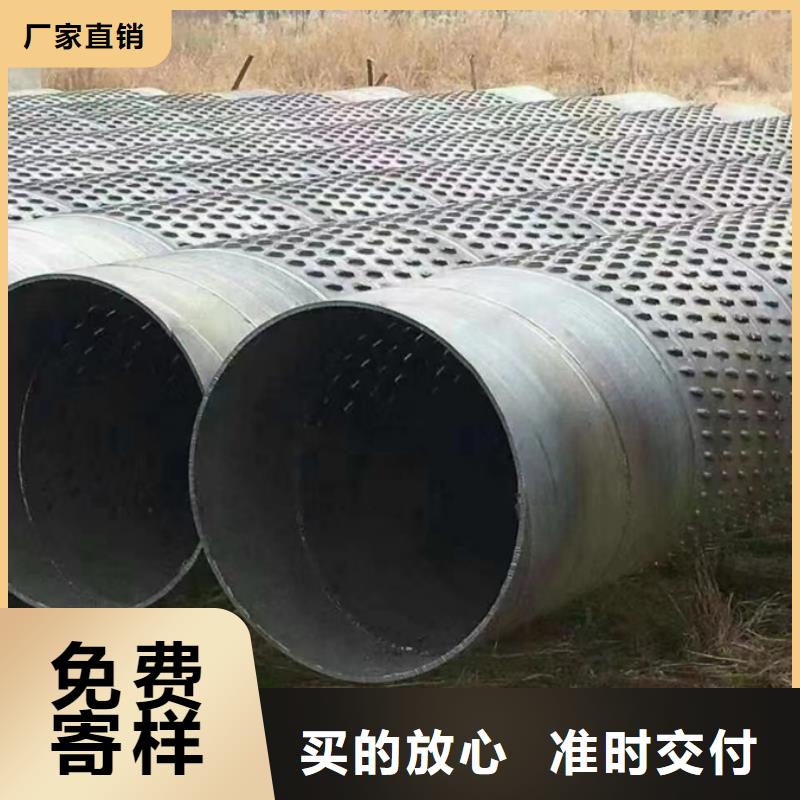
我们首先讨论的防腐操作是指那些非防腐螺旋管的日常维护。因为本来具备良好的防腐性能,受季节的影响相对较小,但是针对于常规螺旋钢管来说,夏季是一个容易被腐蚀的季节。 夏季大气中的湿度增加,加之多雨天气增多,很多螺旋管存放在室外,导致经常受到风吹雨打,烈日暴晒。 如果需要长期存放的螺旋钢管的可以在表面喷洒一部分油性物质,用来隔离氧化层。 尽量避免把螺旋管放在低洼处,导致湿气过重导致氧化加重。 其他的防腐方法使用钢管就是人们经常说的防腐螺旋钢管此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料常见的防腐形式有3pe防腐、环氧树脂防腐、水泥砂浆防腐、ipn8710防腐此种加工方法的目的就是延长管道的使用寿命。
2.山西防腐螺旋管焊接 表面焊接采用电弧焊,一次下基,两次生存,每道焊缝均焊接一次,每层引弧引出的焊缝要错开。 A.山西防腐螺旋管管接头应先于口,炉渣,管端的坡口角,钝口,间隙,应符合规格;间隙之间不能采用间隙焊接或采用间隙焊接的方法来缩小间隙焊接。 B.山西防腐螺旋管口应与壁齐平,长300mm长的直尺按内壁的顺序排列,以关闭错误的端口以允许局部检查,应为壁厚的0.2倍,且不大于2毫米 C.山西防腐螺旋管纵向焊缝和圆周焊缝的位置应满足以下要求:纵向焊缝应与管道垂直线的半圆成约45°;增强螺旋钢管与增强环的焊缝应在纵向方向上错开焊缝,间距不应小于100mm;加强环管的圆周焊缝截面不应小于50mm;管道的任何位置均不得有十字形焊缝。 D.山西镀锌螺旋管定位焊接时,所有焊垫(或等级)的定位应与正式焊接相同,但焊条直径可选精细。定位焊缝的焊接电流应选择大于正式焊接的电流,通常为10%-15%,以确保熔深。


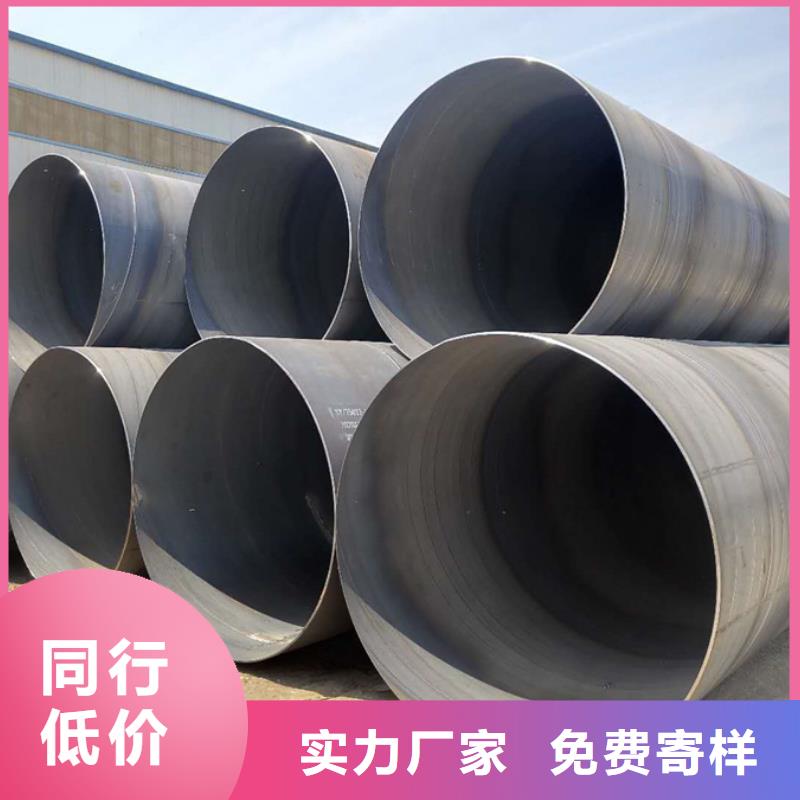
为了进一步优化通用设计方案,山西Q345B螺旋管厂家统一组织开展了大小口径螺旋钢管通用设计调研工作。征求各网省公司基建生产部门。相关设计单位和大小口径螺旋钢管加工企业的意见,对现有方案进行补充、完善和优化本次调研采取书面调研方式。 山西Q345B螺旋管双面埋弧焊接工艺指的是在生产螺旋钢管过造成所才用到制造加工工艺。首先将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。螺旋缝双面埋弧焊钢管是通过成型机将原料带钢螺旋成型,通过内外埋弧焊接,从而生产出不同规格的螺旋焊管。螺旋缝双面埋弧焊钢管生产工艺简单、大中口径焊管生产成本相对比较低,具有低成本运行优势,在中大口径低压输水管、热力管和打桩管等市场具有价格优势。螺旋缝双面埋弧焊钢管特点及其标准分类:低压流体输送用螺旋缝双面埋弧焊钢管 (SY/T5037-2018)双面埋弧焊管的垛与垛之间应留有一定的通道,检查道的宽度一般在0.5m左右,出入通道的宽度根据材料大小和运输机械而定,一般在1.5到2m。双面埋弧焊管采用双面埋弧螺旋焊接技术,将窄带(板)卷连续焊接而成的钢管。
Q235系列的钢管或者钢板,按顺序材料性能依次递增,其实简单地说Q235-B的材料在杂质的控制,P、S含量的控制要比Q235-A好,当然,这个系列是Q235-D。Q235螺旋钢管是现在市场上较多的一种材质,而且螺旋钢管都是Q235B的,Q235螺旋钢管中的Q235代表的是一种材质,这种材质是说的屈服度是235兆帕左右,并且会随着壁厚的变化而改变屈服度,也就是说壁厚越厚屈服度越小,由于山西Q235螺旋管焊接方便,价格便宜,被市场广泛采用。 带颈法兰在压力容器行业应用较多,而且有一系列标准、行业标准等,因此带颈法兰设计计算方法研究以及节点试验等相关研究参考了国内压力容器标准中的带颈法兰形式,采用了国内杆塔技术规定中的柔性法兰设计理念,即法兰板存在轻微变形并产生顶力。
