

想要一睹常年供应合金钢管-省钱产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:吕梁岚县常年供应合金钢管-省钱的图文介绍


高压合金管开始应用到油井中不是 两天了,大家都知道油井对钢管的要求比较高,不仅要耐腐蚀,还要密封性好。我们高压合金管就很符合这种要求,自从高压合金管投入到油井中使用以来,几乎没有出现过高压合金管故障。并且随着高压合金管自身质量和生产技术的提高,高压合金管进一步在油井需要中站稳地位。那么高压合金管为什么这么受油井青睐呢?
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。
目前在石油钻探和开来中使用的管子都是高压合金管美国活性金属公司与精密管技术公司合办了钛管技术公司,生产一种大口径高压合金管.这种以Ti-3A 12.5V合金为材料的管子,口径为650mm壁厚2225mm长度为350m.包括以下步骤:冶炼:采用海绵钛,选 用真空自耗电弧炉熔炼三次,锻造制Ф150mm坯管;加热穿孔:坯管进入环形炉加热到980℃,采用锥形穿孔机轧制为Ф15216mm毛管;轧制。
采用Assel机组轧制减壁,减壁率为40%得Ф1529.52mm高压合金管;减径:将上述高压合金管进再加热炉加热重新加热,然后经十四架减径机减径,减 径率为41.5%得到成品高压合金管;热处穿孔后的1Cr5Mo合金管高压合金管经温度为950-960℃、保温时间为50-60min然后空冷。有益效果是环形炉内采取分段加热 工艺,保证坯子内外温度均匀一致。减少高温段保温时间,解决了由于温降造成的减径机轧制力过高的问题。可生产外径88-90mm壁厚9-10mm内表 面清洁,无裂纹的中厚壁高压合金管油井管。



在激烈的 12cr1movG 高压合金管市场竞争中,凭借良好的合作关系公司茁壮发展,在持续改进、追求卓越不断进取、不断满足的信念,鑫邦源特钢(吕梁市岚县分公司)在不断创新中求发展,个人靠创新精神求进步,日积月累,量变到质变,每天的一小步,就是企业将来的一大步,点滴的汇集,使公司成长的实力雄厚的 12cr1movG 高压合金管企业。 公司可为用户订做各种特殊规格,特种材质 12cr1movG 高压合金管,交货及时,价格低,质量优,节假日照常营业、并可汽运、火运,量大可以在厂直接发货。


一般我们在进行钢管半径的设计的时候都会根据其在这方面的用途。因为我们的15CrMoG合金管主要用于是管道运输,所以对其半径要求比较高,这样在进行设计的时候都会优先考虑半径,因为半径如果比较地话,在使用的时候就不必要再进行二次切割,这样直接就可以进行使用,省去了不少的麻烦,而且还提高了很高的效率。
针对单半径通过系统的缺点,很多15CrMoG合金管的成型过程单元采用双半径,初步形成水平辊是由两个不同的圆弧,和时间是一样的单一半径变形过程,粗糙的形状这条曲率处理接近边缘的曲率的挤压辊,辊轧成形过程的这种花。钢带的边缘处理来改善焊接形成条件
形成部分两边的小半径约占10%。15CrMoG合金管坯宽度。缺点的形成过程,不同直径的辊不能使用。生产过程严格清洗相关技术指标,防止由于错误时间受伤的直缝直缝分刺绣后,产品外观与刺绣会比以前更光滑,直缝除了刺绣是一种常用的行业的技术。
针对单半径通过系统的缺点,很多15CrMoG合金管的成型过程单元采用双半径,初步形成水平辊是由两个不同的圆弧,和时间是一样的单一半径变形过程,粗糙的形状这条曲率处理接近边缘的曲率的挤压辊,辊轧成形过程的这种花。钢带的边缘处理来改善焊接形成条件
形成部分两边的小半径约占10%。15CrMoG合金管坯宽度。缺点的形成过程,不同直径的辊不能使用。生产过程严格清洗相关技术指标,防止由于错误时间受伤的直缝直缝分刺绣后,产品外观与刺绣会比以前更光滑,直缝除了刺绣是一种常用的行业的技术。



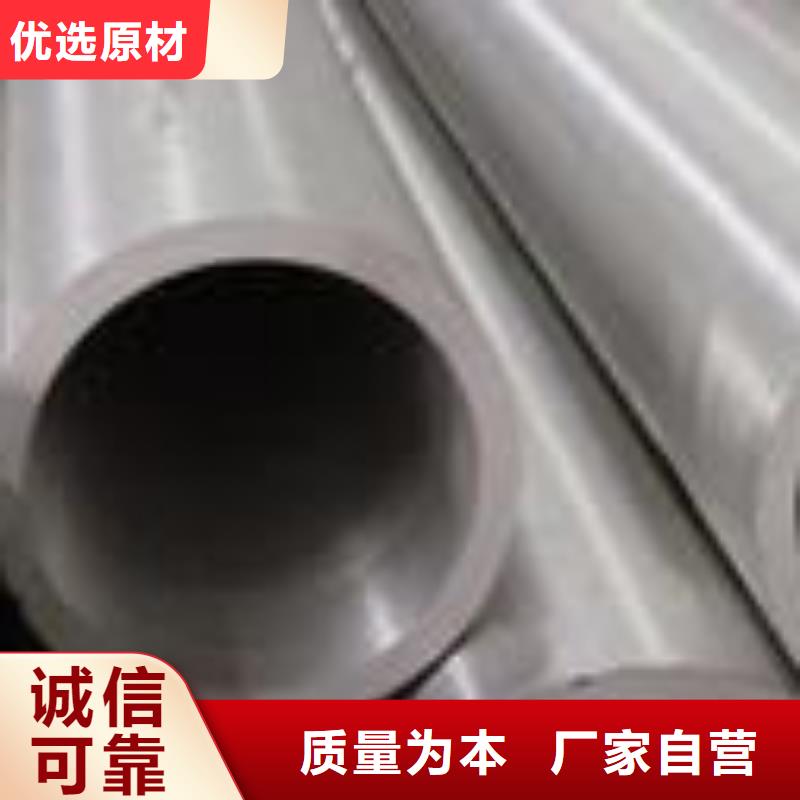
高压合金管的表面需要进行抛光之后才可以使用,因为这和它的主要用途有关系。高压合金管主要用于建筑装饰领域,这样必须要求所使用的钢管要光亮,不然一定程度上会影响美观。所以抛光是 的保证光亮的方法。但是并不是所有的钢管都适合抛光。我们的高压合金管在进行抛光之前需要进行一定程度上的检测,看其性质怎么样,适合抛光吗。
高压合金管的内外表面(特别如电解抛光、机械抛光后)具有良好的钝化层,耐腐蚀能力较强。内外表面光洁度高,介质粘附很少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。
由于表面观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。由于表面观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大, 放电溶解速度快,在短时间内达到削平突出的观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了高压合金管表面钝化层的耐腐蚀能力。
高压合金管的内外表面(特别如电解抛光、机械抛光后)具有良好的钝化层,耐腐蚀能力较强。内外表面光洁度高,介质粘附很少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。
由于表面观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。由于表面观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大, 放电溶解速度快,在短时间内达到削平突出的观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了高压合金管表面钝化层的耐腐蚀能力。
